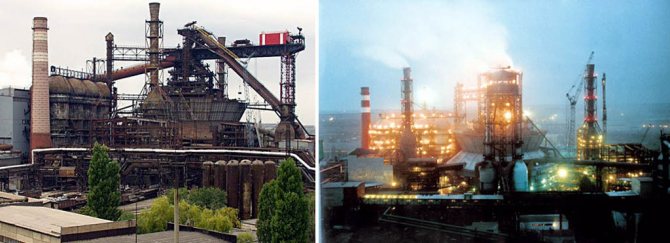
Prinsipyo ng pagpapatakbo
Ang prinsipyo ng pagpapatakbo ng blast furnace ay ang mga sumusunod: ang singil ng mineral na may coke at limestone flux ay na-load sa silid na tumatanggap. Sa ibabang bahagi, mayroong isang pana-panahong paglabas ng cast iron / ferroalloys at, magkahiwalay, isang slag melt. Dahil ang antas ng materyal sa blast furnace ay bumababa sa panahon ng paglabas, kinakailangan na sabay na mag-load ng mga bagong batch ng singil.
Ang proseso ng pagpapatakbo ay pare-pareho, ang pagkasunog ay pinananatili ng isang kontroladong supply ng oxygen, na tinitiyak ang higit na kahusayan.
Ang disenyo ng blast furnace ay nagsisiguro ng isang tuluy-tuloy na proseso ng pagproseso ng mineral, ang buhay ng blast furnace ay 100 taon, isinasagawa ang overhaul tuwing 3-12 taon.
Iproseso ang kimika
Ang mga proseso ng kemikal ay oxidative at reductive. Ang una ay nangangahulugang ang koneksyon sa oxygen, ang pangalawa, sa laban, ang pagtanggi nito. Ang Ore ay isang oksido, at upang makakuha ng iron, kinakailangan ng isang tiyak na reagent na maaaring "alisin" ang labis na mga atomo. Ang pinakamahalagang papel sa prosesong ito ay nilalaro ng coke, na sa panahon ng pagkasunog ay naglalabas ng isang malaking halaga ng init at carbon dioxide, na sa mataas na temperatura ay nabubulok sa monoxide, isang aktibong chemically at hindi matatag na sangkap. Nagsusumikap ang CO na maging dioxide muli, at, pagpupulong sa mga ore molekula (Fe2O3), "aalisin" ang lahat ng oxygen sa kanila, naiwan lamang ang bakal. Mayroong, syempre, iba pang mga sangkap sa hilaw na materyal, hindi kinakailangan, na bumubuo ng basura, na tinatawag na slag. Ganito gumagana ang blast furnace. Mula sa pananaw ng kimika, ito ay isang simpleng simpleng reaksiyong nagbabawas, sinamahan ng pagkonsumo ng init.

Larawan ng blast furnace

Larawan1

Larawan 2

Larawan 3
Larawan4

Larawan 5
Sino ang nag-imbento?
Ang modernong hurno ng pagsabog ay naimbento ni J. B. Nilson, na unang nagsimulang magpainit ng hangin na ibinibigay sa blast furnace noong 1829, at noong 1857 ay ipinakilala ng E. A. Cowper ang mga espesyal na heater ng regenerative air.
Ginawa nitong posible na mabawasan nang malaki ang pagkonsumo ng coke ng higit sa isang ikatlo at dagdagan ang kahusayan ng pugon. Bago ito, ang mga unang hurno ng sabog ay talagang pinatuyong, iyon ay, unenriched at unheated na hangin ay hinipan sa kanila.
Ang paggamit ng mga cowpers, iyon ay, mga nagbabagong-buhay na air heater, ginawang posible hindi lamang upang madagdagan ang kahusayan ng blast furnace, ngunit din upang mabawasan o ganap na matanggal ang pagbara, na sinusunod sa kaso ng mga paglabag sa teknolohiya. Maaari nating ligtas na sabihin na ang imbensyon na ito ay pinapayagan na dalhin ang proseso sa pagiging perpekto. Gumagawa ang mga modernong blast furnace nang eksakto alinsunod sa prinsipyong ito, kahit na ang kanilang kontrol ay awtomatiko na ngayon at nagbibigay ng higit na kaligtasan.
Kasaysayan [| ]
Nakakatunaw na iron iron. Paglalarawan mula sa 1637 Chinese Encyclopedia ika-17 siglo na sabog ng pugon
Tingnan din ang: Kasaysayan ng Produksyon at Paggamit ng Iron
Ang unang mga hurno ng pagsabog ay lumitaw sa Tsina noong ika-4 na siglo [1]. Sa panahon ng Middle Ages sa Europa, ang tinaguriang. catalan sungay
, na naging posible upang makina ang mekanismo ng bellows sa pamamagitan ng isang haydroliko na drive, na nag-ambag sa pagtaas ng temperatura ng pagkatunaw. Gayunpaman, hindi pa rin ito matawag na isang blast furnace dahil sa mga espesyal na sukat (cubic meter).
Ang agarang hinalinhan ng blast furnace ay styukofen
(blast furnaces) [2], na lumitaw noong ika-13 siglo sa Styria. Ang shtukofen ay may hugis ng isang kono na may taas na 3.5 metro at may dalawang butas: para sa pag-iniksyon ng hangin (lance) at paghugot ng mga grits [3].
Sa Europa, ang mga blast furnace ay lumitaw sa Westphalia sa ikalawang kalahati ng ika-15 siglo [4], sa Inglatera, ang mga blast furnace ay nagsimulang itayo noong 1490s, sa hinaharap na USA - noong 1619 [5]. Ito ay ginawang posible sa pamamagitan ng mekanisasyon. Ang blast furnace ay may taas na 5 metro. Sa Russia, ang unang blast furnace ay lumitaw noong 1630 (Tula, Vinius). Noong 1730s.Sa mga pabrika ng Ural, ang mga blast furnace ay itinayo malapit sa base ng dam at dalawang unit ang madalas na inilagay sa iisang pundasyon, binabawasan ang mga gastos sa konstruksyon at pagpapanatili.
Ang pagsabog ay sa karamihan ng mga kaso na ibinibigay ng dalawang hugis-wedge na furs na nagtatrabaho naman, gawa sa kahoy at katad, at pinapatakbo ng isang gulong na puno ng tubig. Ang mga dulo ng mga nozzles ng parehong mga bellows ay inilagay sa isang hindi cooled cast iron tuyere ng hugis-parihaba na seksyon ng krus, ang daliri ng paa ay hindi lumampas sa masonry. Ang isang puwang ay naiwan sa pagitan ng mga nozzles at lance upang subaybayan ang pagkasunog ng karbon. Ang pagkonsumo ng hangin ay umabot sa 12-15 m3 / min sa labis na presyon na hindi hihigit sa 1.0 kPa, na sanhi ng mababang lakas ng balat ng mga furs. Ang mga parameter ng mababang pamumulaklak ay limitado sa tindi ng natutunaw, ang dami at taas ng mga hurno, ang pang-araw-araw na pagiging produktibo na sa loob ng mahabang panahon ay hindi hihigit sa 2 tonelada, at ang oras ng paninirahan ng singil sa pugon mula sa sandali ng pag-load hanggang sa pagbuo. ng cast iron ay 60-70 na oras. Noong 1760, nag-imbento si J. Smeton ng isang cylindrical blower na may cast iron cylinders, na tumaas ang dami ng sabog. Sa Russia, ang mga makina na ito ay unang lumitaw noong 1788 sa Aleksandrovsky Cannon Factory sa Petrozavodsk. Ang bawat pugon ay pinamamahalaan ng 3-4 na mga silindro ng hangin na konektado sa isang gulong tubig sa pamamagitan ng isang crank at isang transmisyon ng gear. Ang dami ng pagsabog ay tumaas sa 60-70 m3 / min [6].
Ang mataas na pagkonsumo ng uling para sa paggawa ng bakal ay sanhi ng pagkasira ng mga kagubatan sa paligid ng mga plantang metalurhiko ng Europa. Sa kadahilanang ito, noong 1584, ipinakilala ng Great Britain ang isang paghihigpit sa pag-log para sa mga layuning metalurhiko, na pinilit ang bansang ito, na mayaman sa karbon, sa loob ng dalawang siglo na mag-import ng bahagi ng iron iron para sa sarili nitong mga pangangailangan, una mula sa Sweden, France at Spain, at pagkatapos ay mula sa Russia. Noong 1620s. Sinubukan ni D. Dudley na maamoy ang iron iron sa hilaw na karbon, ngunit hindi matagumpay. Noong 1735 lamang ay nagtagumpay ang A. Derby II, matapos ang maraming taon ng karanasan, na makakuha ng karbon coke at pag-smel ng baboy na bakal dito. Mula noong 1735, ang karbon ay naging pangunahing gasolina ng blast furnace (Great Britain, Abraham Darby III) [7].
Ang mababang halaga ng coke sa paghahambing sa uling, ang mataas na lakas na mekanikal at kasiya-siyang kalidad ng cast iron ang naging batayan para sa kasunod na laganap na kapalit ng fossil fuel na may fuel fuel. Ang prosesong ito ay napakabilis natapos sa Great Britain, kung saan sa pagsisimula ng ika-19 na siglo. halos lahat ng mga hurno ng sabog ay ginawang coke, habang sa kontinente ng Europa ang gasolina ng mineral ay nagsimulang magamit sa paglaon.
Noong Setyembre 11, 1828, nakatanggap si James Beaumont Nilson ng isang patent para sa paggamit ng hot blast (British patent No. 5701) [9] at noong 1829 ay pinainit niya ang pagsabog sa halaman ng Clyde sa Scotland. Ang paggamit ng sabog sa blast furnace na pinainit lamang sa 150 ° C sa halip na malamig na pagsabog ay humantong sa isang 36% na pagbaba sa tukoy na pagkonsumo ng karbon na ginamit sa pagsabog ng pugon ng pugon. Nakuha din ni Nilson ang ideya ng pagdaragdag ng nilalaman ng oxygen sa pasabog. Ang patent para sa imbensyong ito ay pagmamay-ari ni Henry Bessemer, at ang praktikal na pagpapatupad ay nagsimula pa noong 1950s, nang ang paggawa ng oxygen ay pinagkadalubhasaan sa isang pang-industriya na sukat [10].
Noong Mayo 19, 1857, ang E. A. Cowper ay nag-patent ng mga air heater (British Patent No. 1404) [11], na tinatawag ding mga regenerator o cowpers, para sa paggawa ng blast furnace, na pinapayagan ang malalaking halaga ng coke upang mai-save.
Sa ikalawang kalahati ng ika-19 na siglo, sa pag-usbong at pagkalat ng mga teknolohiya sa paggawa ng asero, ang mga kinakailangan para sa cast iron ay naging mas pormalisado - nahahati sila sa pagproseso at pandayan, habang ang malinaw na mga kinakailangan ay itinatag para sa bawat uri ng muling pamamahagi ng paggawa ng bakal, kabilang ang kemikal komposisyon Ang nilalamang silikon sa cast iron ay itinakda sa antas na 1.5-3.5%. Nahati sila sa mga kategorya depende sa laki ng butil sa bali.Mayroon ding isang hiwalay na uri ng cast iron - "hematite", na pinahiran mula sa mga ores na may mababang nilalaman ng posporus (ang nilalaman sa cast iron ay hanggang sa 0.1%).
Ang pag-convert ng cast iron ay iba-iba sa muling pamamahagi. Ang anumang cast iron ay ginamit para sa puding, at ang mga katangian ng nagresultang iron ay nakasalalay sa pagpili ng cast iron (puti o grey). Ang grey cast iron, mayaman sa mangganeso at silikon at naglalaman ng kaunting posporus hangga't maaari, ay inilaan para sa bessemerivanie. Ang pamamaraang Thomas ay ginamit upang maproseso ang mga low-silikon na puting cast iron na may isang makabuluhang nilalaman ng mangganeso at posporus (1.5-2.5% upang matiyak ang wastong balanse ng init). Ang iron iron para sa acidic open-hearth smelting ay dapat na naglalaman lamang ng mga bakas ng posporus, habang para sa pangunahing proseso ang mga kinakailangan para sa nilalaman ng posporus ay hindi masyadong mahigpit [12].
Sa panahon ng normal na kurso ng smelting, ang uri ng slag ay ginabayan ng kung saan posible na halos tantyahin ang nilalaman ng apat na pangunahing sangkap na oxide (silikon, kaltsyum, aluminyo at magnesiyo). Ang mga siliceous slags, kapag pinatatag, ay may isang basag na bali. Ang bali ng slags na mayaman sa calcium oxide ay tulad ng bato, tulad ng aluminyo oksido na tulad ng bali sa porselana, sa ilalim ng impluwensya ng magnesiyo oksido na kinukuha sa isang mala-kristal na istraktura. Siliceous slags sa panahon ng paglabas ng viscous at viscous. Ang silica slag na pinayaman ng aluminyo oksido ay nagiging mas likido, ngunit maaari pa ring iguhit sa mga filament kung ang silicon oxide dito ay hindi mas mababa sa 40-45%. Kung ang nilalaman ng calcium at magnesium oxides ay lumampas sa 50%, ang slag ay nagiging malapot, hindi maaaring dumaloy sa manipis na mga sapa at, kapag pinatatag, ay bumubuo ng isang kulubot na ibabaw. Ang kulubot na ibabaw ng slag ay nagpapahiwatig na ang natutunaw ay "mainit" - sa kasong ito, ang silikon ay nabawasan at nagiging cast iron, samakatuwid, mayroong mas kaunting silicon oxide sa slag. Ang isang makinis na ibabaw ay naganap sa smelting ng puting cast iron na may mababang nilalaman ng silikon. Ang aluminyo oksido ay nagbigay ng flakiness sa ibabaw ng slag.
Ang kulay ng slag ay isang tagapagpahiwatig ng pag-unlad ng natutunaw. Ang pangunahing slag na may isang malaking halaga ng calcium oxide ay may kulay-abo na kulay na may isang mala-bughaw na kulay sa smelting ng grapikong "itim" na cast iron sa bali. Kapag dumadaan sa mga puting bakal na bakal, unti-unting naging dilaw ito hanggang sa kayumanggi, at sa isang "basa" na kurso, isang makabuluhang nilalaman ng mga iron oxide na ginawang itim. Ang acidic, siliceous slags sa ilalim ng parehong mga kondisyon ay nagbago ng kanilang kulay mula berde hanggang itim. Ang mga kakulay ng kulay ng slag ay ginagawang posible upang hatulan ang pagkakaroon ng mangganeso, na nagbibigay ng acidic slags ng isang amatista na kulay, at ang pangunahing isa - berde o dilaw [13].
Proseso ng domain
Ang mga modernong pugon para sa natutunaw na cast iron ay nagbibigay ng halos 80% ng kabuuang halaga ng cast iron, mula sa mga casting site ay agad itong pinakain sa electric smelting o open-hearth workshops, kung saan ang ferrous metal ay ginawang bakal na may kinakailangang mga katangian.
Ang mga ingot ay nakuha mula sa cast iron, na pagkatapos ay ipinadala sa mga tagagawa para sa paghahagis ng mga cupola. Upang maubos ang slag at cast iron, ginagamit ang mga espesyal na butas, na tinatawag na mga butas ng gripo. Gayunpaman, sa mga modernong hurno, hindi hiwalay, ngunit isang karaniwang taphole ang ginagamit, na hinati ng isang espesyal na matigas ang ulo plate sa mga channel para sa pagpapakain ng cast iron at slag.
Paano gumagana ang isang blast furnace?
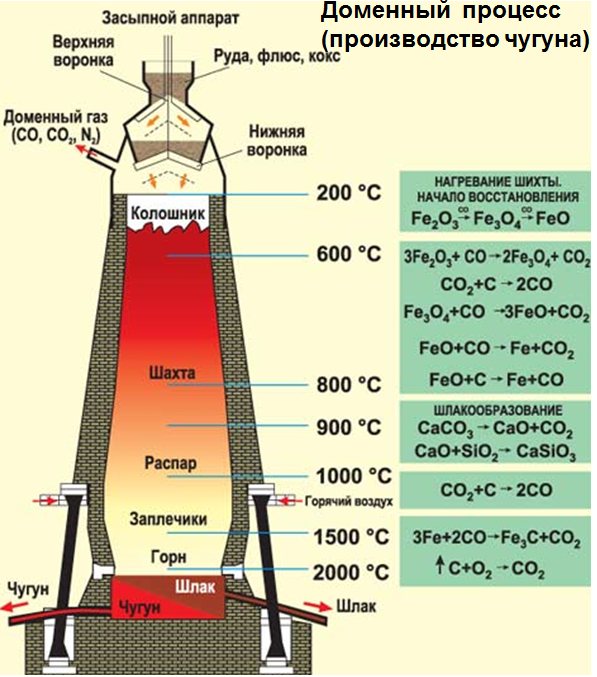
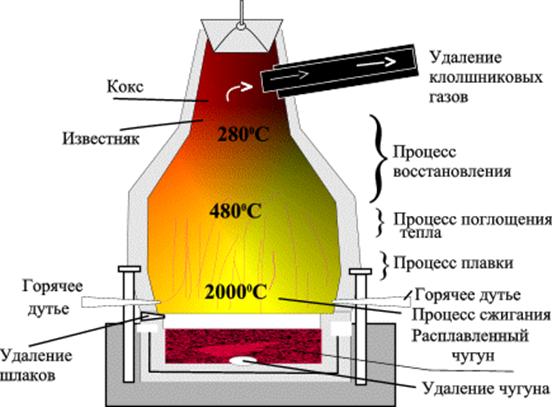
Ang proseso ng blast furnace ay ganap na nakasalalay sa labis na carbon sa lukab ng pugon; binubuo ito sa mga reaksyong thermochemical na nangyayari sa loob kapag naglo-load ang lahat ng mga bahagi at nagpapainit sa kanila.
Ang temperatura sa blast furnace ay maaaring 200-250 ° C direkta sa ilalim ng tuktok at hanggang sa 1850-2000 ° C sa aktibong zone - singaw.
Kapag ang mainit na hangin ay ibinibigay sa pugon at ang coke ay sinunog sa blast furnace, ang temperatura ay tumataas, ang proseso ng agnas ng pagkilos ng bagay ay nagsisimula, bilang isang resulta kung saan ang nilalaman ng carbon dioxide ay tumataas.
Sa isang pagbawas sa haligi ng materyal na singil, ang pagbawas ng iron monoxide ay nangyayari, sa mas mababang bahagi ng haligi, ang purong bakal ay nabawasan mula sa FeO, na dumadaloy sa apuyan.
Habang dumadaloy ang bakal, aktibong nakikipag-ugnay sa carbon dioxide, binabad ang metal at binibigyan ito ng mga kinakailangang katangian. Ang kabuuang nilalaman ng carbon sa iron ay maaaring mula sa 1.7%.
Paano gumagana ang blast furnace
Ito ay isang malaking patayong oven na patuloy na nagpapatakbo. Ang mga hilaw na materyales ay pinakain sa pugon mula sa itaas, sa pamamagitan ng loading shaft. Ang mga hilaw na materyales para sa smelting ay coke, iron ore at additives (limestone), na makakatulong sa pagkuha ng hindi kinakailangang mga impurities mula sa mineral. Ang mga na-load na sangkap ay pinainit ng mainit na hangin sa pangunahing bahagi ng blast furnace. Sa proseso ng pag-init, ang coking karbon, nasusunog, ay naglalabas ng carbon monoxide, na nagsisilbi sa proseso ng pagbawas ng iron ore. Ang mga slags na lilitaw sa panahon ng pagbawas ng iron ore ay pinagsama sa mga additives (limestone). Sa yugtong ito, ang mga slags ay nasa isang likidong estado, at ang pinabilis na metal ay nasa isang matatag na estado.
Ang metal ay ibinaba sa oven at sumasailalim sa isang proseso ng steaming. Sa kompartimento na ito ng pugon, ang temperatura ay umabot sa 1200 degree Celsius, na nagpapadali sa pagkatunaw ng metal. Ang slag, na may isang density na mas mababa sa paghahambing sa metal, ay mananatili sa tinunaw na ibabaw ng metal, na pumipigil sa mga proseso ng oksihenasyon. Ang bilis kung saan nagaganap ang proseso ng pagbaba ng cast iron pababa sa blast furnace ay tinatawag na pagiging produktibo. Kung mas mabilis itong nangyayari, mas mataas ang ratio ng pagiging produktibo ng sabog ng pugon. Ang paghihiwalay ng slag at natapos na cast iron ay isinasagawa sa huling yugto sa pamamagitan ng mga espesyal na butas at may sariling mga tampok na pang-teknolohikal.

Mga blast diagram ng pugon
Sabog ang mga diagram ng pugon sa seksyon (iba't ibang mga pagpipilian):
Scheme 1
Scheme 2
Scheme 3
Scheme 4
Scheme 5
Mga Tala [| ]
- Isang hindi kapani-paniwalang kasaysayan ng mga imbensyon ng Intsik
- Ang mga bugtong ng forge ng pamumulaklak ng keso
- BLAST FURNACE
- Sabog na hurno
- Babarykin, 2009, p. labing-apat.
- Babarykin, 2009, p. labinlimang
- Pig iron production blast furnace
- Babarykin, 2009, p. 17.
- Woodcroft B.
Paksa ng paksa ng paksa (ginawa mula sa mga pamagat lamang) ng mga patent ng imbensyon, mula Marso 2, 1617 (14 James I.), hanggang Oktubre 1, 1852 (16 Victoriae). - London, 1857. - P. 347. - Karabasov, 2014, p. 73.
- Woodcroft B.
Chronological Index ng Mga Patent na Inilapat para sa at Mga Patent na Ipinagkaloob, Para sa Taong 1857. - London: Great Seal Patent Office, 1858. - P. 86. - Karabasov, 2014, p. 93.
- Karabasov, 2014, p. 94.
- Khodakov Yu.V., Epshtein D.A., Gloriozov P.A.
§ 78. Produksyon ng iron iron // Inorganic chemistry. Teksbuk para sa baitang 9. - Ika-7 ed. - M.: Edukasyon, 1976. - S. 159-164. - 2,350,000 kopya
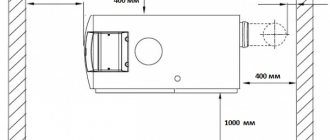
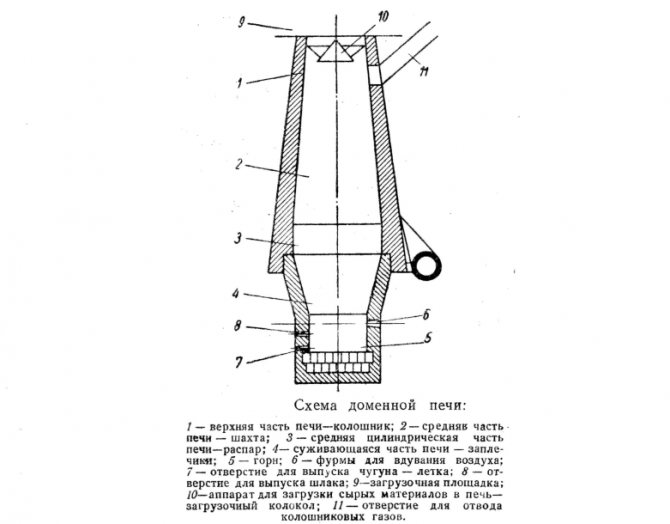
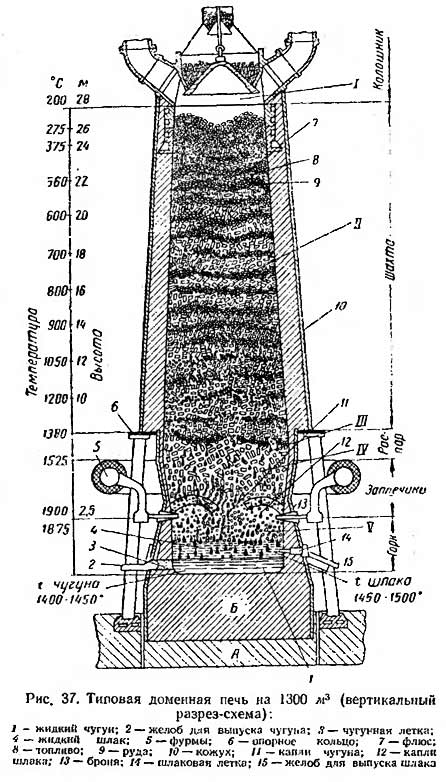
Blast furnace aparato
Ang disenyo ng blast furnace ay napaka-kumplikado, ito ay isang malaking kumplikado, na kasama ang mga sumusunod na elemento:
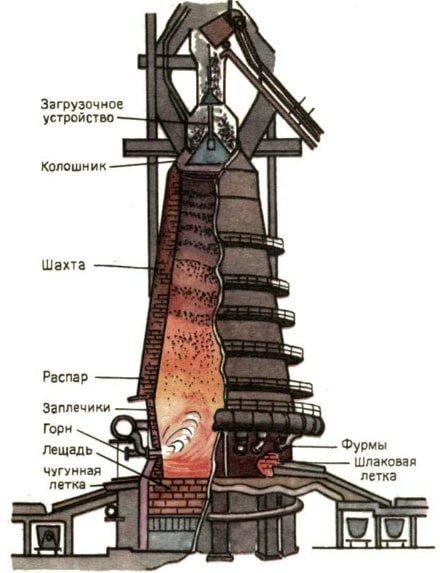
- mainit na blast zone;
- melting zone (kasama dito ang forge at balikat);
- singaw, iyon ay, ang zone kung saan nabawasan ang FeO;
- isang minahan kung saan nabawasan ang Fe2O3;
- tuktok na may materyal na preheating;
- pagkarga ng singil at coke;
- sabog ng hurno ng gas;
- ang lugar kung saan matatagpuan ang haligi ng materyal;
- slag at likidong bakal na mga outlet;
- koleksyon para sa mga basurang gas.
Ang taas ng blast furnace ay maaaring umabot sa 40 m, timbang - hanggang sa 35,000 tonelada, ang kapasidad ng lugar ng pagtatrabaho ay nakasalalay sa mga parameter ng kumplikado.
Ang eksaktong mga halaga ay nakasalalay sa workload ng negosyo at ang layunin nito, mga kinakailangan para sa dami ng metal na nakuha at iba pang mga parameter.
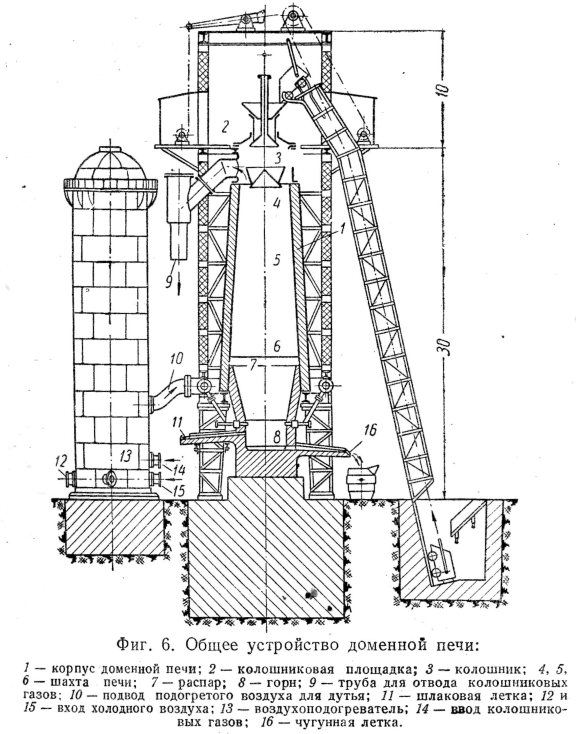
Isang mas detalyadong bersyon ng aparato:
Mga pagpapaalis sa pag-aayos ng pugon ng sabog
Upang mapanatili ang kondisyon ng pagtatrabaho ng blast furnace, regular na isinasagawa ang mga pangunahing pag-aayos (bawat 3-15 taon). Nahahati ito sa tatlong uri:
- Kasama sa unang kategorya ang trabaho sa paglabas ng mga produktong natutunaw, inspeksyon ng kagamitan na ginamit sa proseso ng teknolohikal.
- Ang pangalawang kategorya ay isang kumpletong kapalit ng mga item sa kagamitan na napapailalim sa medium na gawa sa pagkumpuni.
- Ang pangatlong kategorya ay nangangailangan ng isang kumpletong kapalit ng aparato, pagkatapos kung saan ang isang bagong pagpuno ng mga hilaw na materyales ay ginaganap sa pagtuwid ng mga hurno ng sabog.
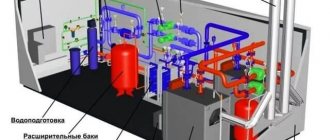
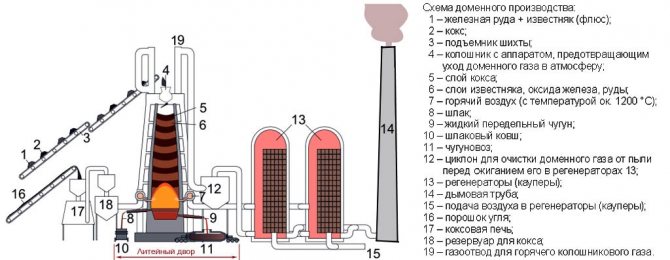
Mga system at kagamitan
Ang isang blast furnace ay hindi lamang isang pag-install para sa paggawa ng iron iron, kundi pati na rin ng maraming mga auxiliary unit. Ito ay isang pagsingil at coke supply system, pag-aalis ng slag, tinunaw na iron at gas, isang awtomatikong control system, mga cowpers at marami pa.
Ang mga prinsipyo ng pagpapatakbo ng pugon ay nanatiling pareho sa mga siglo na ang nakakalipas, ngunit ang mga modernong computer system at awtomatikong pang-industriya ay ginawang mas mahusay at mas ligtas ang blast furnace.
Mga cowpers
Ang modernong disenyo ng blast furnace ay nagsasangkot ng paggamit ng isang cowper upang maiinit ang ibinibigay na hangin. Ito ay isang yunit ng paikot na gawa sa materyal na lumalaban sa init, na nagbibigay ng pag-init ng nguso ng gripo hanggang sa 1200 ° C.
Kapag nagpapalamig, binabago ng cowper ang pag-iimpake sa 800-900 ° C, na nagbibigay-daan upang matiyak ang pagpapatuloy ng proseso, bawasan ang pagkonsumo ng coke at dagdagan ang pangkalahatang kahusayan ng istraktura.
Dati, ang ganoong aparato ay hindi ginamit, ngunit simula sa ika-19 na siglo. ito ay kinakailangang isang bahagi ng blast furnace.
Ang bilang ng mga baterya ng cowper ay nakasalalay sa laki ng kumplikado, ngunit kadalasan mayroong hindi bababa sa tatlo sa kanila, na kung saan ay tapos na sa pag-asa ng isang posibleng aksidente at pagpapanatili ng pagganap.
Nangungunang aparatong pang-itaas
Top-ilalim na patakaran ng pamahalaan - ang bahaging ito ay ang pinaka-kritikal at mahalagang isa, na kasama ang tatlong mga valve ng gas na tumatakbo ayon sa isang pinag-ugnay na pamamaraan.

Ang ikot ng node na ito ay ang mga sumusunod:
- sa paunang posisyon, ang kono ay nakataas, hinaharangan nito ang exit, ang mas mababang kono ay ibinaba;
- kinakarga ng laktawan ang singil sa itaas;
- ang isang umiikot na funnel ay lumiliko at ipinapasa ang hilaw na materyal sa mga bintana papunta sa isang maliit na kono;
- ang funnel ay bumalik sa kanyang orihinal na posisyon, pagsasara ng mga bintana;
- ang maliit na kono ay ibinaba, ang paglo-load ay papunta sa intercone space, pagkatapos nito ay tumaas ang kono;
- ipinapalagay ng malaking kono ang orihinal na posisyon nito, na inilalabas ang singil sa lukab ng blast furnace para sa pagproseso.
Laktawan
Ang mga laktawan ay mga espesyal na lifter ng singil. Sa tulong ng mga naturang hoist, ang mga overshoe mula sa pitong laktawan ay agawin ang hilaw na materyal na ibinibigay paitaas kasama ang hilig na overpass.
Pagkatapos ang mga galoshes ay nabaligtad, pinapakain ang singil sa lugar ng paglo-load, at ibabalik pababa para sa isang bagong bahagi. Ngayon ang prosesong ito ay awtomatikong natupad, ang mga espesyal na computerized na yunit ay ginagamit para sa kontrol.
Tuyeres at i-tap ang mga butas
Ang nguso ng gripo ng lance ng pugon ay nakadirekta sa lukab nito, kung saan maaaring sundin ang kurso ng proseso ng pagtunaw. Para sa mga ito, ang mga peepers na may mga baso na hindi lumalaban sa init ay naka-mount sa pamamagitan ng mga espesyal na air duct. Sa hiwa, ang presyon ay maaaring umabot sa mga halaga ng 2.1-2.625 MPa.
Ginagamit ang mga butas upang maubos ang cast iron at slag; kaagad pagkatapos palabasin, mahigpit silang tinatakan ng espesyal na luwad. Dati, ginamit ang mga kanyon, na nakahanay sa isang plastik na luwad na core, ngayon ay ginagamit ang mga remote-control na kanyon, na maaaring malapit sa istraktura. Ginawang posible ng pagpapasyang ito na bawasan ang trauma at rate ng aksidente ng proseso, upang gawing mas maaasahan ito.
Paano gumawa ng isang blast furnace gamit ang iyong sariling mga kamay?
Nuances
Ang paggawa ng baboy na bakal ay isang lubos na kumikitang negosyo, ngunit imposibleng ayusin ang paggawa ng ferrous metal nang walang seryosong pamumuhunan sa pananalapi. Ang isang blast furnace gamit ang iyong sariling mga kamay sa "mga kundisyon ng handicraft" ay hindi napapansin, na nauugnay sa maraming mga tampok:
- napakataas na gastos ng isang blast furnace (ang malalaking halaman lamang ang kayang bayaran ang gayong mga gastos);
- ang pagiging kumplikado ng disenyo, sa kabila ng katotohanang ang pagguhit ng blast furnace ay matatagpuan sa pampublikong domain (sa itaas ng diagram), hindi ito gagana upang tipunin ang isang buong yunit para sa paggawa ng cast iron;
- ang mga indibidwal at indibidwal na negosyante ay hindi maaaring makisali sa mga aktibidad para sa paggawa ng cast iron, para sa simpleng ito ay walang maglalabas ng isang lisensya;
- ang mga deposito ng mga hilaw na materyales para sa ferrous metalurhiya ay halos maubusan, walang mga pellet o sinter sa libreng pagbebenta.
Ngunit sa bahay, maaari kang magtipon ng isang imitasyon ng isang pugon (mini-blast furnace), na kung saan maaari kang matunaw na metal.
Ngunit ang mga gawaing ito ay nangangailangan ng maximum na pansin at lubos na pinanghihinaan ng loob sa kawalan ng karanasan. Bakit maaaring kailanganin ang gayong konstruksyon? Kadalasan, ito ay pag-init para sa isang greenhouse o tag-init na maliit na bahay na may pinaka mahusay na ginamit na gasolina.
Mga tool at materyales
Upang makagawa ng isang istraktura sa bahay, kailangan mong maghanda:
- bariles ng metal (maaaring mapalitan ng isang tubo na may malaking lapad);
- dalawang piraso ng pabilog na tubo na may isang maliit na diameter;
- seksyon ng channel;
- Sheet bakal;
- antas, hacksaw para sa metal, panukalang tape, martilyo;
- inverter, hanay ng mga electrode;
- brick, mortar ng luad (kinakailangan para sa pundasyon ng istraktura).
Ang lahat ng trabaho ay dapat na isagawa lamang sa kalye, dahil ang proseso ay medyo marumi at nangangailangan ng libreng puwang.
Hakbang-hakbang na tagubilin
- Sa handa na workpiece sa anyo ng isang bariles, ang tuktok ay pinutol (dapat itong iwanang, dahil kakailanganin pa ito).
- Ang isang bilog na may diameter na mas maliit kaysa sa diameter ng bariles ay pinutol ng bakal, isang butas ang ginawa dito para sa isang tubo.
- Maingat na hinang ang tubo sa bilog; sa ilalim, ang mga seksyon ng channel ay nakakabit sa pamamagitan ng hinang, na pipindutin ang fuel sa panahon ng pagpapatakbo ng pugon.
- Ang takip ng pugon ay ginawa mula sa dating pinutol na ilalim ng bariles, kung saan ang isang butas ay ginawa para sa isang hatch ng mortgage na may isang pintuan. Kinakailangan din na gumawa ng isang pintuan kung saan aalisin ang mga residu ng abo.
- Ang kalan ay dapat na mai-install sa pundasyon, dahil sa panahon ng operasyon napapainit ito. Upang gawin ito, una ay naka-install ang isang kongkreto na slab, pagkatapos ay maraming mga hilera ng brick ang inilatag, na bumubuo ng isang depression sa gitna.
- Upang alisin ang mga produkto ng pagkasunog, ang isang tsimenea ay naka-mount; ang diameter ng tuwid na bahagi ay magiging mas malaki kaysa sa diameter ng katawan ng pugon (kinakailangan para sa mas mahusay na maubos na mga gas).
- Ang reflector ay hindi isang sapilitan elemento ng disenyo, ngunit ang paggamit nito ay maaaring mapabuti ang kahusayan ng pugon.
Mga tampok sa disenyo
Ang mga tampok ng naturang self-made oven ay:
- ang antas ng kahusayan ay mabuti;
- mayroong posibilidad na magtrabaho sa isang offline mode hanggang sa 20 oras;
- hindi ito aktibong pagkasunog na nangyayari sa pugon, ngunit nag-iinit na may patuloy na paglabas ng init.
Ang pangunahing pagkakaiba sa pagitan ng isang "sambahayan" na hurno ng sabog ay ang paghihigpit ng pag-access ng hangin sa silid ng pagkasunog, iyon ay, ang pag-iinit ng kahoy o karbon ay magaganap sa isang mababang antas ng oxygen. Ang isang pang-industriya na blast furnace ay gumagana sa isang katulad na prinsipyo, ngunit ang mga furnace ng sabog ng sambahayan ay ginagamit lamang para sa pagpainit, ang metal ay hindi maaaring matunaw dito, kahit na ang temperatura sa loob ng silid ay sapat.











Ano ang binubuo ng isang domain name?
Ang lahat ng mga domain ay nakaayos sa hierarchically: binubuo ang mga ito ng mga bahagi (antas). Ang mga domain ng ikatlong antas ay nilikha batay sa mga domain ng pangalawang antas, at mga domain ng pangalawang antas - batay sa mga domain ng una. Tingnan natin nang mabuti ang mga uri ng mga domain:
- Domain ng ikalawang (pangatlo, pang-apat, atbp.) Antas
o
subdomain
- ang kaliwang bahagi ng domain hanggang sa punto. Sa pagsasagawa, ito ay anumang kumbinasyon ng mga character na naisip namin para sa pangalan ng aming hinaharap na site (
youtube
.com,
tindahan
.reg.ru). Ano ang tawag sa iyo ng isang barko, tulad ng sinasabi nila, ngunit iyan ay isang ganap na naiibang kuwento sa SEO. - First level domain
o
domain zone
- ang tamang bahagi ng domain pagkatapos ng tuldok. Ang bahaging ito ay hindi maaaring tanungin ng sinuman maliban sa ICANN. Sa pamamagitan ng pagrehistro ng isang "domain", nakakakuha kami ng isang pangalawang antas ng domain at pumili ng isang zone. Sila ay
pangheograpiya
(.RU - Russia, .EU - Mga bansa sa EU, .AC - Ascension Island, atbp.) O
pampakay
(mula sa mga dating oras tulad ng .COM. - komersyal na lugar, .BIZ - lugar ng negosyo hanggang sa mga bagong gTLD: .FLOWERS, .HEALTH,. Mga bata, atbp.). - Antas ng antas ng domain
- tuldok pagkatapos ng domain zone (reg.ru
.
), na hindi ipinakita sa address bar at tinanggal kapag naipasok ang domain sa browser bar.
Ang gastos batay sa halimbawa ng kahusayan no. 7
Ang paggawa ng mga blast furnace ay isang mapagkukunan ng masinsinang mapagkukunan at mamahaling proseso na hindi mailagay sa stream. Dahil ang mga blast furnace ay ginagamit ng eksklusibo sa industriya, ang kanilang disenyo at pagpupulong ay isinasagawa para sa isang tukoy na kumplikadong metalurhiko, na kinabibilangan ng maraming mga bagay at node ng panloob na imprastraktura. Ang sitwasyong ito ay sinusunod hindi lamang sa Russian Federation, kundi pati na rin sa ibang mga bansa sa mundo na mayroong sariling mga pasilidad sa metalurhiko.
Ang gastos sa pagmamanupaktura at pag-install ng isang blast furnace ay medyo mataas, na nauugnay sa pagiging kumplikado ng trabaho. Ang isang halimbawa ay ang malaking blast-furnace complex No. 7 na tinatawag na "Rossiyanka", na na-install noong 2011. Ang gastos nito ay umabot sa 43 bilyong rubles, ang pinakamahusay na mga inhinyero mula sa RV at mga banyagang bansa ay nasangkot sa paggawa.

Kasama sa complex ang mga sumusunod na unit:
- pagtanggap ng aparato para sa mineral;
- mga istasyon ng supply ng overpass ng bunker at ang gitnang yunit;
- overpass ng bunker;
- istasyon ng compressor (naka-install sa casting yard);
- pag-install para sa pag-iniksyon ng pulverized na karbon;
- pag-recycle ng CHP;
- control center at administratibong gusali;
- pandayan ng pandayan;
- sabog ng hurno;
- mga bloke ng pag-init ng hangin;
- istasyon ng bomba.
Masalimuot na pagiging produktibo:
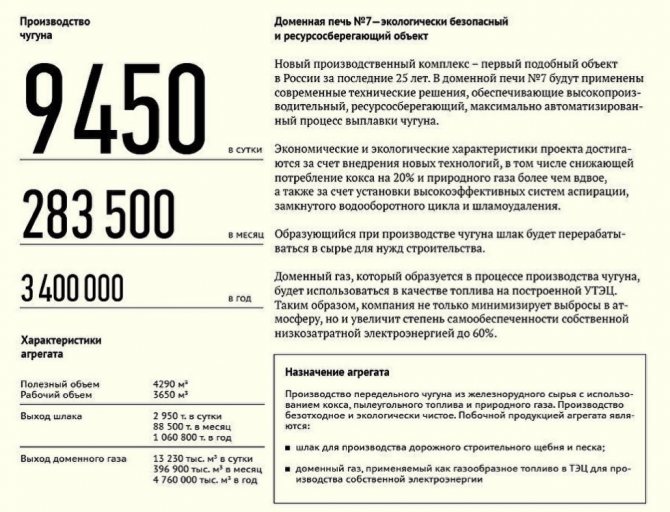
Tinitiyak ng bagong kumplikadong paggawa ng higit sa 9450 tonelada ng iron iron bawat araw, ang kapaki-pakinabang na dami ng pugon ay 490 metro kubiko, at ang dami ng nagtatrabaho ay 3650 metro kubiko. Ang disenyo ng blast furnace ay tinitiyak ang walang basura at friendly na kapaligiran na paggawa ng iron iron; ang blast furnace gas para sa mga thermal power plant at slag na ginamit sa konstruksyon ng kalsada ay nakuha bilang mga by-product.
Mag-cast ng iron tap [| ]
Pag-tap ng iron iron tapping
Ito ay isang hugis-parihaba na kanal na 250-300 mm ang lapad at taas na 450-500 mm. Ang channel ay ginawa sa matigas na pagmamason ng apuyan sa taas na 600-1700 mm mula sa ibabaw ng prasko. Ang mga channel para sa mga butas ng slag ay inilalagay sa taas na 2000-3600 mm. Ang channel ng cast-iron taphole ay sarado na may isang matigas ang ulo masa. Ang cast-iron tap ay binuksan sa pamamagitan ng pagbabarena ng isang butas na may diameter na 50-60 mm na may isang drilling machine. Matapos ang paglabas ng iron iron at slag (sa modernong malalaking furnace ng sabog, ang paglabas ng iron iron at slag ay isinasagawa sa pamamagitan ng mga cast iron noz), ang mga butas ay barado ng isang de-kuryenteng baril. Ang daliri ng kanyon ay ipinasok sa taphole at isang gripo ng matigas na katawan ang pinakain dito mula sa kanyon sa ilalim ng presyon. Ang blast furnace slag tap ay protektado ng mga cool na elemento ng tubig, na sama-samang tinukoy bilang mga slag stopper, at isang pneumatically na pinamamahalaan, malayo kinokontrol na istraktura ng pingga. Ang mga furnace ng malalaking lakas ng tunog (3200-555 m3) ay nilagyan ng apat na mga cast ng iron-iron, magkakahaliling pagtatrabaho, at isang slag tap. Ang paglabas ng iron iron at slag mula sa blast furnace ay may kasamang mga sumusunod na operasyon:
- pagbubukas ng cast iron tap (kung kinakailangan, at slag);
- direktang nauugnay ang serbisyo sa pag-agos ng baboy na bakal at slag;
- pagsasara ng tap iron cast (kung ang slag ay pinakawalan sa pamamagitan ng slag, kung gayon ang slag);
- pag-aayos ng isang taphole at kanal.